


联系我们

型钢高频焊接H型钢专业生产制造厂
更新时间:2025-04-18 01:34:00 浏览次数:28 公司名称:聊城 金杰金属制造有限公司
| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 材质 | Q195B Q235B Q345B Q355B 16MN |
| 产地 | 山东 |
| 规格 | 齐全 |
| 类型 | 型钢 |
| 颜色 | 金属色 |
| 品牌 | 金杰金属 |
| 型号 | 350*175 300*150 |
| 可定制 | 是 |
| 用途范围 | 钢结构工程 立体车库工程 玻璃幕墙工程 |
| 计重方法 | 过磅 理计 |
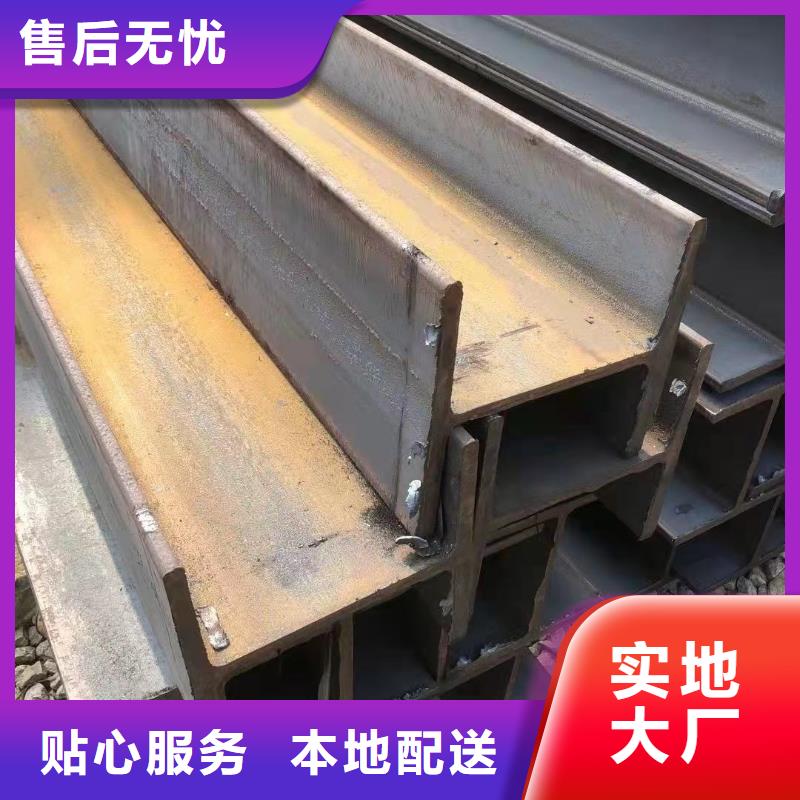






H型钢生锈是会影响H型钢的使用寿命,H型钢一旦生锈不及时处理,就会引起耐腐蚀性的减低,越锈越狠, 导致碱破,减低使用寿命,所以H型钢一旦生锈,要及时清理,下面有给大家提供的处理H型钢生锈的方法,让H型钢除锈彻底。
清洗H型钢:利用溶剂、乳剂清洗钢材表面,以达到去除油、油脂、灰尘、润滑剂和类似的有机物,但它不能去除钢材表面的锈、氧化皮、焊药等,因此在防腐生产中只作为辅助手段。
H型钢工具除锈:主要使用钢丝刷等工具对钢材表面进行打磨,可以去除松动或翘起的氧化皮、铁锈、焊渣等。手动工具除锈能达到Sa2级,动力工具除锈可达到Sa3级,若钢材表面附着牢固的氧化铁皮,工具除锈效果不理想,达不到防腐施工要求的锚纹深度。
H型钢酸洗:一般用化学和电解两种方法做酸洗处理,管道防腐只采用化学酸洗,可以去除氧化皮、铁锈、旧涂层,有时可用其作为喷砂除锈后的再处理。化学清洗虽然能使表面达到一定的清洁度和粗糙度,但其锚纹浅,而且易对环境造成污染。
H型钢喷(抛)射除锈:喷(抛)射除锈是通过大功率电机带动喷(抛)射叶片高速旋转,使钢砂、钢丸、铁丝段、矿物质等磨料在离心力作用下对新疆钢管表面进行喷(抛)射处理,不仅可以彻底铁锈、氧化物和污物,而且钢管在磨料猛烈冲击和磨擦力的作用下,还能达到所需要的均匀粗糙度,让H型钢不会再轻易生锈。



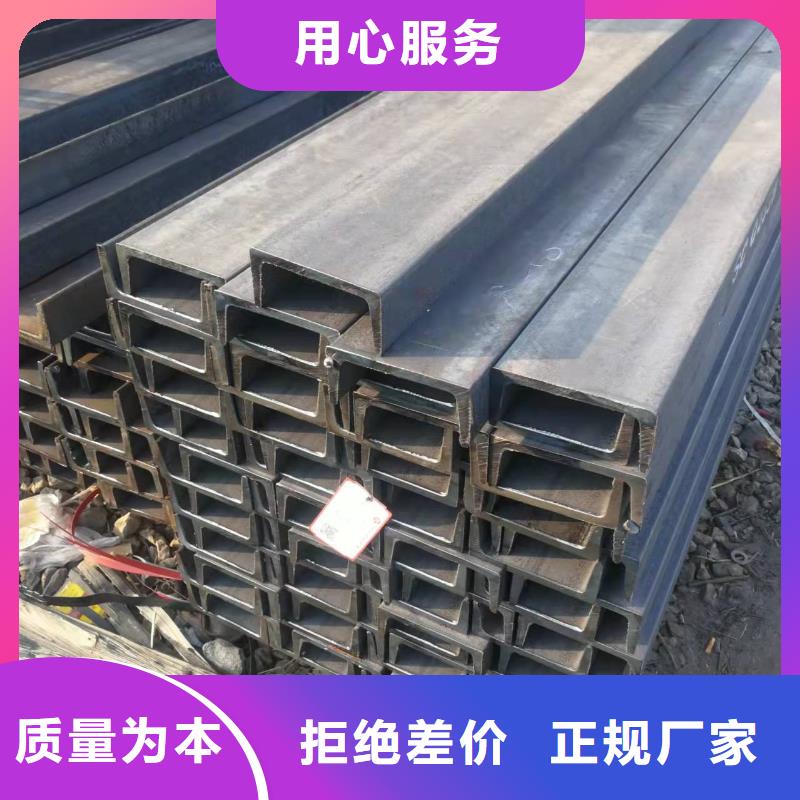
槽钢分普通槽钢和轻型槽钢。热轧普通槽钢的规格为5-40#。经供需双方协场供应的热轧变通槽钢规格为6.5-30#。槽钢主要用于建筑结构、车辆制造和其它工业结构,槽钢还常常和工字钢配合使用,依照钢结构的理论来说,应该是槽钢翼板受力,就是说槽钢应该立着,而不是趴着。
为什么有的槽钢毛刺多呢?今天小编就来给大家总结一下出现这个原因的一些问题:
槽钢剪刃设计的基本依据是型钢槽钢成品孔型形状。这种设计在剪切槽钢过程中易出现以下问题:
一是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,极易出现槽钢剪切部分撕裂、毛刺较多的现象。
二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面极易出现毛刺。
三是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象。


金杰金属制造有限公司位于山东聊城,是一间较大型的 重庆长寿工字钢厂家,拥有先进的生产设备和检测设备。企业以开发、研制、检测、生产、营销等完善的服务体系,为广大客户提供优质的产品及专业化的服务。 本公司以完整、科学的质量管理体系,以好的质量、优惠的价格为广大客户提供服务。公司的诚信、实力和产品质量获得业界的认可。欢迎各界人士莅临本公司参观、指导和业务洽谈。




在进行镀锌加工之前可能酸洗时间过长,对基管造成了严重的侵蚀,所以会严重影响镀锌角钢的镀锌层。会使钢材的外表面出现凹凸不平的伤痕和缺陷,这是镀锌件表面不平整的其中一个原因。
熔融的锌液温度太高或者是浸入锌槽的时间太长,也会影响镀锌层的美观度。温度过高或者时间过长,会出现某些化学反应,使锌铁合金层太厚、分布不均匀,表面粗糙。钢材镀锌变厚的话,外观会显得粗糙。因为过厚的镀锌层,镀锌层晾干的时间会变,镀锌层晾干的时间会变长,基体材料的厚度过于厚,或者是镀锌工艺完成之后不做任何隔离措施就堆放在一起,都是造成镀锌外观不平整的因素。型钢
镀锌防腐层的粗糙和光滑是相对而言的。和大部分的钢板、钢管的热镀锌制作过程不一样的是,角钢的镀锌工艺不是单个的加工,是一批一批的对角钢进行镀锌过程,镀锌层没有气刀吹抹这一步骤。如果基体钢材的外表面本身就是凹凸不平、有严重锈蚀伤痕或明显的划痕等,完成热镀锌工艺之后,它的表面并不会比之前更光滑平整。钢材中含有的成分也会因为特殊反映影响到锌铁合金层,使其结合的过厚和不均匀,出现外表不光滑、有缺陷。
镀锌角钢中如果其外表粗糙的话,说明它的使用更可靠,应用期限会更长,因为它比光滑表面角钢镀锌层更厚实,只是外表看起来不太美观,通常这种情况不算是缺陷,都是能被接受的。所以不属于质量原因。

